Akordeon kapı üretim makinesi, katlanır kapı sistemlerinde kullanılan PVC, UPVC veya benzer plastik esaslı panel ve profil parçalarının üretilmesi için kullanılan makine hattıdır. Bu kapı tipi, birden fazla dar panelin menteşe benzeri bağlantı yapısıyla katlanarak açılıp kapanması mantığına dayanır. Kapı kanatları ray üzerinde hareket eder, açıldığında paneller birbirinin üzerine toplanır ve klasik kapıya göre daha az alan kaplar.
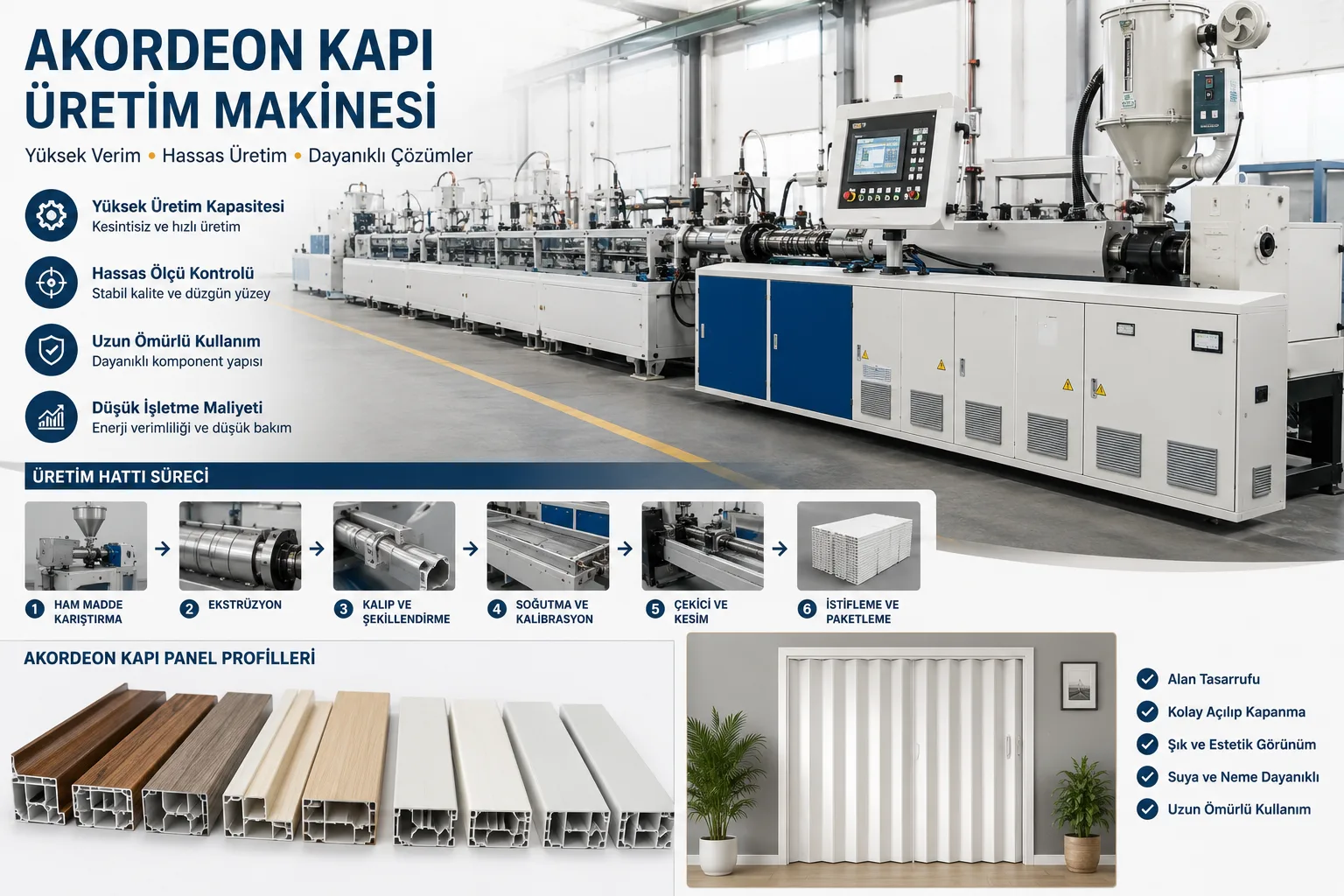
Bu makineler çoğu zaman tek bir gövdeden ibaret değildir. Üretim ihtiyacına göre ekstruder, kalıp, vakum kalibrasyon masası, soğutma bölümü, çekici, kesim ünitesi, istifleme sistemi ve yüzey işlem ekipmanlarından oluşan bir hat yapısı kurulur. Amaç, kapı panelinin istenen ölçüde, düzgün yüzeyle, stabil kalınlıkta ve montaja uygun formda üretilmesidir.
Akordeon kapı üretiminde en kritik konu panel geometrisidir. Çünkü katlanır kapı, sıradan düz panel gibi çalışmaz. Panelin ray sistemiyle uyumlu olması, yan bağlantı parçalarıyla birlikte rahat hareket etmesi, açılıp kapanırken sıkışmaması ve uzun süre formunu koruması gerekir. Bu nedenle makinenin yalnızca plastik malzemeyi şekillendirmesi yetmez; ölçü hassasiyeti, kalıp kalitesi ve çekiş dengesi de üretim sonucunu doğrudan etkiler.
Akordeon kapı üretim makinesi nasıl çalışır?
Üretim süreci genellikle ham madde hazırlığıyla başlar. PVC tozu veya granül yapıdaki malzeme, kullanılacak formüle göre katkılarla karıştırılır. Renk, esneklik, darbe dayanımı, yüzey görünümü ve işlenebilirlik gibi özellikler bu aşamada belirlenir. Karıştırılan malzeme otomatik yükleyiciyle ekstrudere alınır.
Ekstruder içinde malzeme ısı, basınç ve vida hareketiyle plastikleşir. Daha sonra özel tasarlanmış kapı paneli kalıbından geçirilir. Kalıp, panelin genişliğini, kanal yapısını, bağlantı formunu ve yüzey şeklini belirleyen en önemli ekipmanlardan biridir. Farklı panel genişlikleri veya farklı dekoratif yüzeyler için farklı kalıplar gerekebilir.
Sıcak halde kalıptan çıkan profil, vakum kalibrasyon bölümüne girer. Bu bölüm profilin ölçüsünü korumasına, yüzeyinin düzgünleşmesine ve istenen formda sabitlenmesine yardım eder. Ardından soğutma yapılır. Soğuyan profil çekici üniteyle kontrollü hızda ilerletilir. Çekiş hızı çok düşük veya çok yüksek olursa profil ölçüsü bozulabilir, yüzeyde dalgalanma oluşabilir veya panel formunda istenmeyen gerilmeler meydana gelebilir.
Son aşamada kesim ünitesi devreye girer. Profil istenen boya geldiğinde kesilir ve istifleme alanına aktarılır. Bazı hatlarda laminasyon, sıcak baskı, desen kaplama, UV vernik, film kaplama veya yüzey dekor işlemleri de üretim hattına eklenebilir. Bu işlemler kapının yalnızca teknik yapısını değil, satıştaki görünümünü de etkiler.
Makine hattında bulunan temel bölümler
- Ham madde karıştırıcı: PVC veya benzer malzemeyi katkılarla homojen hale getirir.
- Otomatik yükleyici: Hazırlanan malzemeyi ekstrudere kontrollü şekilde aktarır.
- Ekstruder: Malzemeyi ısıtarak plastikleştirir ve kalıba doğru basar.
- Kalıp sistemi: Panelin kesit formunu, kanal yapısını ve ölçüsünü belirler.
- Vakum kalibrasyon masası: Sıcak çıkan profilin ölçüsünü sabitler ve formunu korur.
- Soğutma bölümü: Profilin üretim hattında kontrollü şekilde soğumasını sağlar.
- Çekici ünite: Profili sabit hızla ilerleterek ölçü stabilitesine katkı sağlar.
- Kesim ünitesi: Profili istenen uzunlukta keser.
- İstifleme sistemi: Kesilen parçaların düzenli şekilde toplanmasını sağlar.
- Yüzey işlem ekipmanları: Laminasyon, baskı, kaplama veya dekoratif yüzey uygulamalarında kullanılır.
Bu bölümlerin her biri üretim kalitesinde rol oynar. Ekstruder güçlü ama kalıp zayıfsa düzgün panel alınamaz. Kalıp iyi ama çekici sistemi dengesizse profil ölçüsü değişebilir. Soğutma yetersizse panelde eğilme veya yüzey bozukluğu görülebilir. Bu nedenle akordeon kapı üretim makinesi seçilirken hat bir bütün olarak değerlendirilmelidir.
Akordeon kapı nerelerde kullanılır?
Akordeon kapılar, alan tasarrufu sağlaması nedeniyle özellikle dar geçişlerde ve bölme ihtiyacı olan iç mekanlarda tercih edilir. Kapı açıldığında geniş bir kanat alanı istemez; paneller katlanarak kenara toplanır. Bu yapı, küçük dairelerde, ofislerde, otellerde, mağazalarda ve geçici alan bölmelerinde pratik kullanım sağlar.
- Ev içi kullanım: Banyo, mutfak, balkon geçişi, giyinme alanı, kiler ve oda bölme uygulamalarında kullanılabilir.
- Ofis ve ticari alanlar: Toplantı odası, personel alanı, depo girişi veya geçici bölme uygulamalarında değerlendirilebilir.
- Otel ve konaklama alanları: Banyo bölmeleri, servis alanları ve küçük hacimli geçişlerde tercih edilebilir.
- Mağaza ve showroomlar: Depo arkası, teşhir bölmesi veya geçici kapatma alanlarında kullanılabilir.
- Sağlık ve bakım alanları: Hafif bölme ihtiyacı olan iç mekanlarda pratik bir alternatif olabilir.
- Konteyner ve modüler yapılar: Dar alanlı yapılarda yer kazandıran kapı sistemi olarak kullanılabilir.
Bu kullanım alanları, üretici için farklı panel ölçüsü ve farklı yüzey beklentisi anlamına gelir. Bazı müşteriler düz beyaz panel isterken bazıları ahşap desenli, mat, parlak, yarı şeffaf veya dekoratif yüzey isteyebilir. Bu nedenle üretim hattının kalıp ve yüzey işlem seçenekleri pazar ihtiyacına göre planlanmalıdır.
PVC ve UPVC akordeon kapı üretiminde dikkat edilen konular
Akordeon kapı üretiminde PVC ve UPVC malzemeler yaygın şekilde tercih edilir. Bu malzemelerin öne çıkan tarafı hafif olmaları, nemli ortamlarda kullanılabilmeleri, kolay temizlenmeleri ve farklı renklerde üretilebilmeleridir. Ancak kaliteli kapı üretimi için malzeme formülü, kalıp tasarımı ve üretim ayarları doğru yapılmalıdır.
Panel çok ince üretilirse kapı zayıf hissedilebilir. Çok kalın veya ağır üretilirse ray sistemi zorlanabilir. Bağlantı kanalları hatalıysa paneller rahat katlanmaz. Yüzey kaplaması zayıfsa ürün kısa sürede estetik değerini kaybedebilir. Bu nedenle üretim makinesinde ölçü tekrarı, yüzey kalitesi ve kesim hassasiyeti önemli kriterlerdir.
Kalıp kalitesi neden önemlidir?
Akordeon kapı üretiminde kalıp, ürünün karakterini belirleyen ana parçadır. Panelin genişliği, kanal formu, kilitlenme yapısı, kenar bağlantıları ve dekoratif çizgiler kalıpla oluşur. İyi tasarlanmamış bir kalıp, üretim hattında sürekli ayar ihtiyacı doğurur. Bu durum hem fireyi artırır hem de üretim hızını düşürür.
Kalıp seçilirken yalnızca ilk üretim numunesine bakmak yeterli değildir. Uzun süreli üretimde ölçü korunuyor mu, yüzey çizgi yapıyor mu, bağlantı yerleri rahat çalışıyor mu, panel ray sistemine uygun mu, bunlar kontrol edilmelidir. Özellikle seri üretim yapan işletmeler için kalıp ömrü ve kalıbın bakım kolaylığı önemlidir.
Yüzey işlemleri ve dekoratif üretim
Akordeon kapılar yalnızca teknik ürün değildir; aynı zamanda iç mekanda görünen dekoratif bir parçadır. Bu nedenle üretimde yüzey işlemleri önemli yer tutar. Düz renk panel, ahşap desen, parlak yüzey, mat yüzey, film kaplama veya baskılı dekor seçenekleri müşterinin satın alma kararını etkileyebilir.
Bazı üretim hatlarında profil üretildikten sonra laminasyon makinesiyle yüzey kaplama yapılır. Bazı hatlarda sıcak baskı veya UV kaplama tercih edilir. Bu ekipmanların üretim hattına eklenip eklenmeyeceği, hedef pazara göre belirlenmelidir. Ekonomik ürün üreten bir işletme için sade panel yeterli olabilir; dekoratif iç mekan pazarına çalışan işletmelerde yüzey işlem kalitesi daha önemli hale gelir.
Makine seçiminde dikkat edilmesi gereken kriterler
Akordeon kapı üretim makinesi seçerken ilk bakılması gereken konu üretilecek ürün tipidir. Sadece tek tip iç mekan kapısı mı üretilecek, yoksa farklı genişlikte paneller, farklı renkler ve farklı yüzey seçenekleri de istenecek mi? Bu sorunun cevabı ekstruder kapasitesinden kalıp seçimine kadar tüm hattı etkiler.
- Ürün ölçüsü: Panel genişliği, kalınlık, kanal yapısı ve kapı yüksekliği netleşmelidir.
- Ham madde türü: PVC, UPVC, WPC veya farklı plastik karışımlarına göre ekstruder yapısı seçilmelidir.
- Ekstruder kapasitesi: Saatlik üretim hedefi ve profil genişliği makine modelini belirler.
- Kalıp seçenekleri: Farklı panel tasarımları için kalıp değişim imkanı değerlendirilmelidir.
- Vakum kalibrasyon kalitesi: Profil ölçüsünün stabil kalması için güçlü ve dengeli kalibrasyon gerekir.
- Çekici sistem: Profilin ezilmeden, kaymadan ve ölçüsü bozulmadan ilerlemesi sağlanmalıdır.
- Kesim hassasiyeti: Kapı montajında sorun yaşamamak için kesim ölçüsü düzenli olmalıdır.
- Yüzey işlem uyumu: Laminasyon, baskı veya kaplama ihtiyacı varsa hat buna göre planlanmalıdır.
- Enerji ve bakım: Motor, sürücü, ısıtıcı ve soğutma sistemlerinin bakım kolaylığı incelenmelidir.
- Servis desteği: Kalıp, yedek parça, devreye alma ve operatör eğitimi uzun vadeli üretim için önemlidir.
Makine alırken yalnızca fiyat üzerinden karar vermek doğru değildir. Ucuz görünen bir hat, ölçü tutarsızlığı, yüksek fire, sık duruş ve yedek parça sıkıntısı nedeniyle daha pahalıya gelebilir. Özellikle ilk kez akordeon kapı üretimine girecek işletmelerin makineyi gerçek numune üretimiyle değerlendirmesi daha sağlıklı olur.
Üretim kapasitesi nasıl değerlendirilir?
Üretim kapasitesi yalnızca ekstruderin kilogram/saat değeriyle ölçülmemelidir. Gerçek kapasite; panel genişliği, profil ağırlığı, soğutma süresi, çekiş hızı, kesim sistemi ve operatör düzenine bağlıdır. Aynı ekstruder farklı kalıplarda farklı üretim sonuçları verebilir.
İşletme günlük kaç kapı üretmek istediğini, kaç farklı model çalışacağını ve renk değişim sıklığını önceden belirlemelidir. Sürekli aynı model üretilecekse ayar süresi az olur. Farklı model ve renk çalışılacaksa kalıp değişimi, temizlik, ham madde geçişi ve yüzey işlem ayarları üretim planına dahil edilmelidir.
Kalite kontrol süreci nasıl olmalı?
Akordeon kapı paneli üretildikten sonra yalnızca görsel olarak kontrol edilmemelidir. Ölçü, yüzey, kanal yapısı, kesim boyu ve montaj uyumu birlikte incelenmelidir. Profilde eğilme, dalgalanma, renk farkı, yüzey çizgisi veya kesim çapakları varsa üretim ayarları gözden geçirilmelidir.
- Panel genişliği ve kalınlığı düzenli ölçülmelidir.
- Kesim boyu sipariş ölçüsüne uygun olmalıdır.
- Yüzeyde çizik, yanık izi, dalga veya renk farkı bulunmamalıdır.
- Bağlantı kanalları rahat çalışmalıdır.
- Ray ve aksesuarlarla montaj denemesi yapılmalıdır.
- Panel katlandığında sıkışma veya kırılma hissi oluşmamalıdır.
- Yüzey kaplaması varsa yapışma kalitesi kontrol edilmelidir.
Kalite kontrol düzenli yapılmazsa sorunlar montaj aşamasında ortaya çıkar. Bu da hem iade riskini hem de müşteri memnuniyetsizliğini artırır. Bu nedenle üretim hattında numune kontrolü, ölçüm formu ve düzenli operatör takibi faydalıdır.
İkinci el akordeon kapı üretim makinesi alınır mı?
İkinci el makine doğru kontrol edilirse uygun maliyetli bir seçenek olabilir. Ancak akordeon kapı üretiminde kalıp ve kalibrasyon yapısı çok önemli olduğu için yalnızca makinenin çalışmasına bakmak yeterli değildir. Makinenin hangi paneli ürettiği, kalıpların durumu, vakum sistemi, çekici paletleri, kesim ünitesi ve elektrik panosu ayrıntılı incelenmelidir.
İkinci el hatta özellikle şu noktalar kontrol edilmelidir:
- Mevcut kalıplar üretilecek modele uygun mu?
- Ekstruder vida ve kovanında aşınma var mı?
- Isıtma bölgeleri dengeli çalışıyor mu?
- Vakum kalibrasyon masası ölçüyü stabil tutuyor mu?
- Çekici sistem profili ezmeden ilerletiyor mu?
- Kesim ünitesi çapaksız ve doğru ölçüde kesiyor mu?
- Elektrik panosunda düzensiz ekleme veya geçici bağlantı var mı?
- Yedek parça ve teknik servis bulunabiliyor mu?
- Makine gerçek ham maddeyle deneme üretimi yapabiliyor mu?
Makine çalışır durumda olsa bile üretilecek yeni ürünle uyumlu olmayabilir. Örneğin kalıp genişliği, panel kesiti veya çekici açıklığı istenen ürüne uygun değilse ek yatırım gerekebilir. Bu nedenle ikinci el alımda deneme üretimi ve teknik kontrol şarttır.
Sık yapılan hatalar
Bu makine grubunda sık yapılan hatalardan biri, kapı ürününü tam tanımlamadan makine seçmektir. Panel ölçüsü, yüzey beklentisi, kapı yüksekliği, ray sistemi ve aksesuar yapısı netleşmeden alınan hat, sonradan istenen ürünü üretmeyebilir. Makine seçimi ürün tasarımıyla birlikte yapılmalıdır.
Bir diğer hata kalıp maliyetini hafife almaktır. Akordeon kapıda panel tasarımı kalıba bağlıdır. Farklı model, farklı desen veya farklı bağlantı formu isteniyorsa ek kalıp gerekebilir. Bu maliyet baştan hesaplanmazsa yatırım bütçesi eksik planlanır.
Üçüncü hata yüzey işlem ihtiyacını sonradan düşünmektir. Ürün dekoratif pazara satılacaksa düz panel yeterli olmayabilir. Ahşap desen, renkli kaplama veya parlak yüzey gibi talepler için laminasyon ya da baskı ekipmanı gerekebilir. Bu ihtiyaç en başta belirlenirse üretim hattı daha doğru kurulur.
Bakım ve verimli kullanım
Akordeon kapı üretim hattının uzun süre stabil çalışması için düzenli bakım yapılmalıdır. Ekstruder vida-kovan yapısı, ısıtıcılar, fanlar, vakum pompaları, su devresi, çekici paletleri ve kesim sistemi belirli aralıklarla kontrol edilmelidir. Küçük bir mekanik boşluk veya ısı dengesizliği bile profil ölçüsünü etkileyebilir.
Operatörlerin ham madde besleme, sıcaklık ayarı, kalıp temizliği, çekiş hızı ve kesim ölçüsü konusunda aynı standardı takip etmesi gerekir. Her ürün için kayıtlı ayar değerleri tutulursa model değişimlerinde zaman kaybı azalır. Ayrıca fire oranı, duruş sebebi ve bakım notları düzenli kaydedilirse üretim hattının gerçek performansı daha net görülür.
Son değerlendirme
Akordeon kapı üretim makinesi, yer tasarrufu sağlayan katlanır kapı sistemlerinin seri ve standart şekilde üretilmesi için kullanılan önemli bir makine hattıdır. Doğru kurulan bir hat; panel ölçüsünü korur, yüzey kalitesini artırır, kesim hassasiyetini sağlar ve üretimde tekrar edilebilir sonuç verir.
Makine seçerken yalnızca ekstruder gücüne veya fiyatına bakmak yeterli değildir. Ürün tasarımı, kalıp kalitesi, vakum kalibrasyon, çekici sistem, kesim hassasiyeti, yüzey işlem ihtiyacı, servis desteği ve gerçek üretim testi birlikte değerlendirilmelidir. Bu kriterler doğru planlandığında akordeon kapı üretimi hem iç mekan ürünleri hem de ticari alan bölme sistemleri için verimli bir üretim alanına dönüşebilir.